







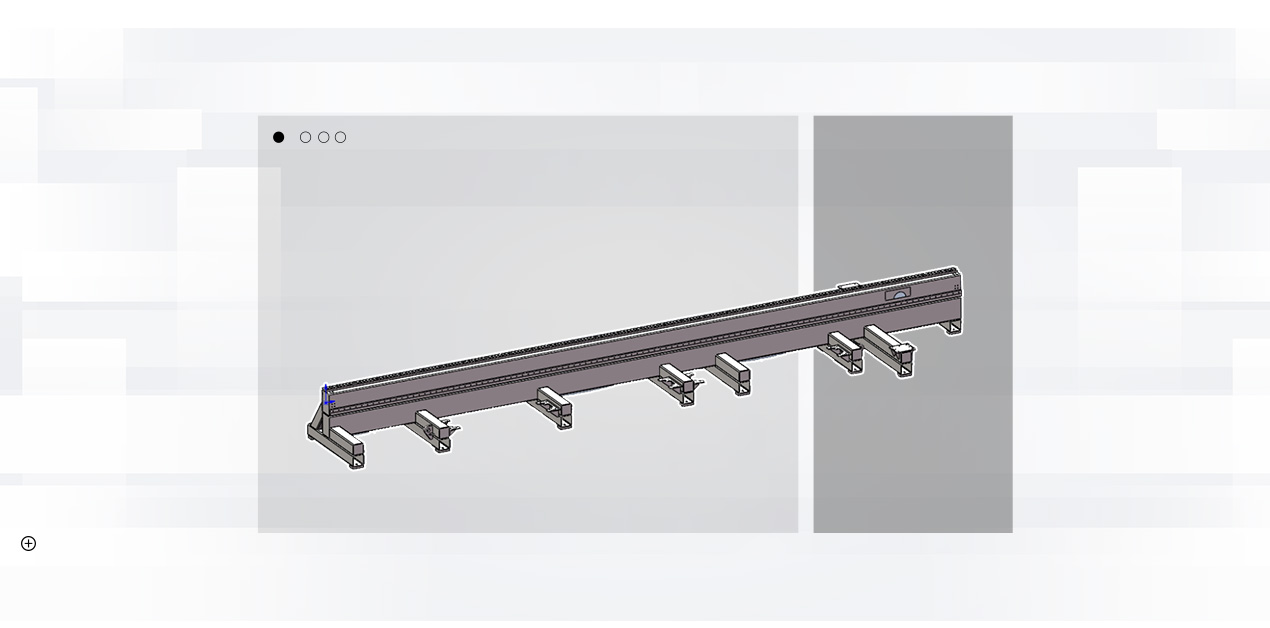
Flanka-Penduma-Strukturo-Unu-Peca-Veldita-Lito
La lito adoptas flank-pendantan strukturon kaj unu-pecan velditan liton, kiu estas kalcinigita por forigi internan streĉon. Post malglata maŝinado, vibra maljuniĝo estas efektivigita antaŭ finado de maŝinado, tiel multe plibonigante la rigidecon kaj stabilecon de la maŝinilo kaj certigante la precizecon de la maŝinilo. La AC-servomotora transmisio estas kontrolata de la numera kontrolsistemo, kaj la ĉuko realigas tien-reen-movadon en la Y-direkto post kiam la motoro movigas, realigante rapidan movadon kaj nutran movadon. Kaj la Y-aksa breto kaj la lineara gvidrelo estas faritaj el altprecizaj produktoj, kiuj efike garantias la precizecon de la transmisio; la limŝaltiloj ĉe ambaŭ finoj de la bato estas kontrolataj, kaj samtempe estas instalita malmola limiga aparato, kiu efike certigas la sekurecon de la maŝinila movado; la maŝinilo estas ekipita per aŭtomata lubrika aparato, kiu aldonas lubrikan oleon al la movaj partoj de la lito je regulaj intervaloj por certigi, ke la movaj partoj funkcias en bona stato, kio povas plibonigi la servodaŭron de gvidreloj, dentradoj kaj bretoj.
Antaŭa-Manĝiga-Aparato
La antaŭa manĝiga aparato inkluzivas subtenplaton kontrolitan per aercilindro, kiu subtenas la tubon kiam la tranĉita tubo estas longa kaj malhelpas ĝin sinki.
Kiam la laborpeco estas tranĉata, la levita subtencilindro subtenas la subtenplaton por subteni la tubon kaj malhelpas ĝian kliniĝon. Kiam la laborpeco estas tranĉata, la levitaj subtencilindroj ĉiuj retiriĝas, kaj la laborpeco falas al la obtura plato kaj glitas al la stokejo. La cilindra ago estas aŭtomate kontrolata de la sistemo.
La antaŭa sekcio ankaŭ estas dividita en sekvan tipon kaj manan alĝustigan tipon.

Subtenaj Mekanismoj
Estas 3 aroj de subtenaj mekanismoj instalitaj sur la lito, kaj estas du tipoj haveblaj:
1. La subtenilo estas kontrolata de sendependa servomotoro por moviĝi supren kaj malsupren, ĉefe por plenumi subtenilon por troa deformado de longaj tranĉitaj tuboj (tuboj kun malgrandaj diametroj). Kiam la malantaŭa ĉuko moviĝas al la responda pozicio, la helpa subtenilo povas esti mallevita por eviti ĝin.
2. La subtenilo kun varia diametro de la rado estas levita kaj mallevita per la cilindro, kaj ĝi povas esti mane alĝustigita al malsamaj skalaj pozicioj por subteni tubojn de malsamaj grandecoj.
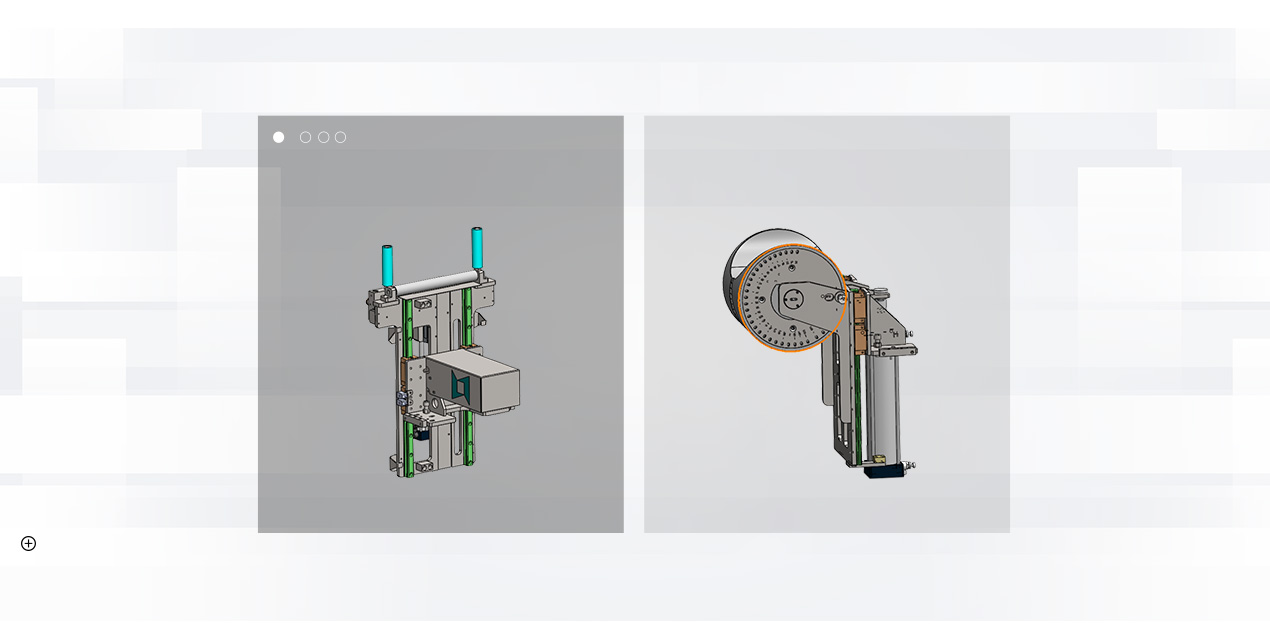
Ĉuk-Parto
La ĉuko estas dividita en du antaŭajn kaj malantaŭajn pneŭmatikajn plenmovajn ĉukojn, kiuj ambaŭ povas moviĝi en la Y-direkto. La malantaŭa ĉuko respondecas pri fiksado kaj nutrado de la tubo, kaj la antaŭa ĉuko estas instalita ĉe la fino de la lito por fiksi materialojn. La antaŭa kaj malantaŭa ĉukoj estas respektive movataj per servomotoroj por atingi sinkronan rotacion.
Sub la artika fiksado de duoblaj ĉukoj, mallonga vostotondado povas esti realigita, kaj la mallonga vosto de la buŝo povas atingi 20-40mm, samtempe subtenante la mallongan vostotondadon de pli longa vosto.
La tubotondilo de la serio TN uzas la metodon de ĉukmovado kaj evitado, kiu povas realigi la tranĉadon per du ĉukoj ĉiam, kaj ne kaŭzos tro longan kaj malstabilan tubon, kaj la precizeco ne sufiĉas.

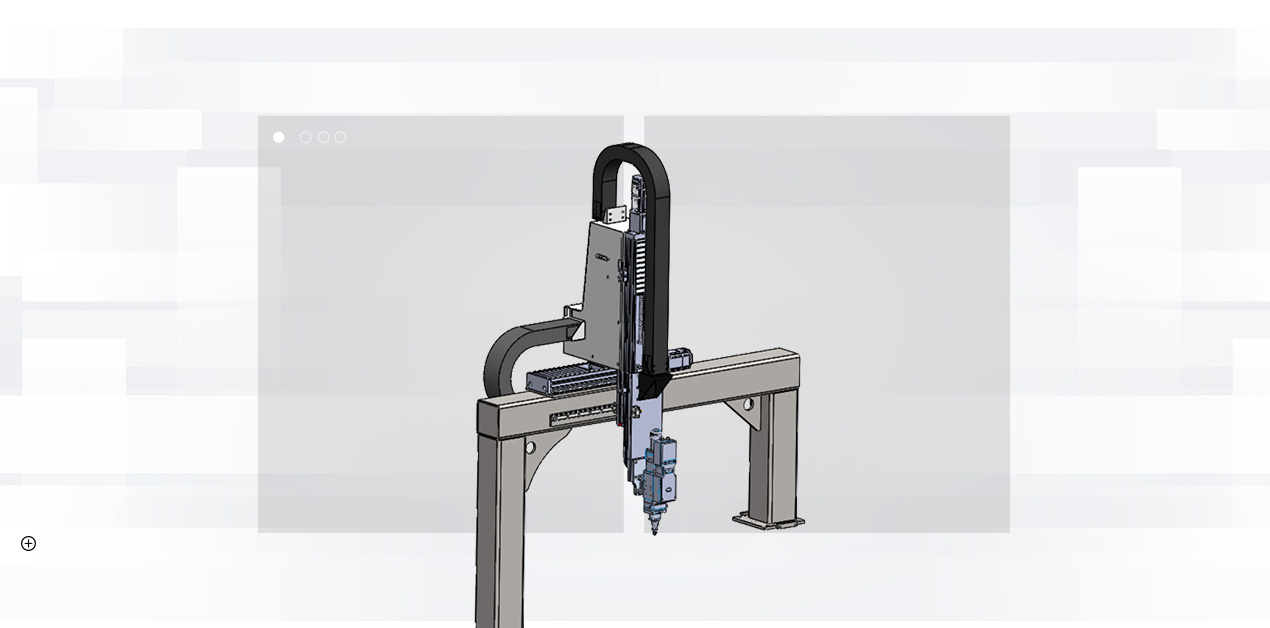
Akso-Aparato
La transversa trabo de la X-aksa aparato adoptas gantran strukturon, kiu estas veldita per kombinaĵo de kvadrata tubo kaj ŝtala plato. La gantra komponanto estas fiksita sur la lito, kaj la X-akso estas movata de servomotoro por funkciigi la rako kaj pinionon por realigi la reciprokan movon de la glitplato en la X-direkto. Dum la movado, la limŝaltilo kontrolas la baton por limigi la pozicion por certigi la sekurecon de la sistema funkciado.
Samtempe, la X/Z-akso havas sian propran organkovrilon por protekti la internan strukturon kaj atingi pli bonan protekton kaj polvoforigajn efikojn.
La Z-aksa aparato ĉefe realigas la supren-malsupren movadon de la lasera kapo.
La Z-akso povas esti uzata kiel CNC-akso por plenumi sian propran interpoladan movadon, kaj samtempe, ĝi povas esti ligita kun la X kaj Y-aksoj, kaj ankaŭ povas esti ŝaltita al sekva kontrolo por plenumi la bezonojn de malsamaj situacioj.
Avantaĝoj de Metala Tubo-Fibra Lasera Tranĉmaŝino 62TN

-

TX124 2024 Fibra Lasera Tranĉmaŝino por Aluminio...
-

LX82TS 7% Rabato 1kw 1.5kw 3kw 4kw 6kw Fibro ...
-

LX123TX Plej Bona Tri-Ĉuka Pez-ŝarĝa Fibra Lasero...
-

LX3015E Metala Plata Fibra Lasera Tranĉilo kun Eksc...
-

LX62TN Duonaŭtomata Nutrado Fibra Lasera Metala ...
-

LX62TD 1-6KW Ekonomia Tubtranĉmaŝino P...











